
造粒機分類
膜料塑料造粒機係列
PE/PP/PVC/EVA膜料造粒機
pp打包帶/無紡布造粒機
PA尼龍布造粒機
PP蛇皮袋水料造粒
紙廠水料造粒機
垃圾袋水料造粒機
超低溫膜料造粒機
工程/水口塑料造粒機係列
硬膠綜合型改性造粒機
ABS/HIPS/PC/PS水口造粒機
PE/PP/PET/PBT水口造粒機
PVC顆粒料回收造粒機
色母造粒機
發泡塑料造粒機生產線係列
發泡料綜合型造粒機
EVA發泡料回收造粒機
EPE泡綿回收造粒機
經濟型造粒生產線係列
特種造粒機
磁鐵粉造粒機
陶瓷粉造粒機
LCP造粒機
光油色母造粒機
珍珠粉色母造粒機
塑料成型機械
塑料鏈條機
周邊設備
切粒機
破碎機
低速混合機
中速攪拌桶
震動篩
上料機
水環冷卻切粒係統
風環冷卻切粒係統
攪拌/儲料筒係列
塑料造粒機電控櫃
研發中心
打樣機
科研實驗機
教學示範機
塑料顆粒
凯发国际app首页塑料
工程塑料
色母粒
特種塑料

國內業務:13925759195
國際業務:13549401545
傳真:(86)0752-6151177
郵箱:xzsj@vip.163.com
地址:惠州市博羅縣園洲鎮劉屋工業區水電路67號(豐園休閑會所對麵)

產品名稱:磁鐵粉造粒機
所屬類別:磁鐵粉造粒機
產品特點:輸送鏈風冷、變頻計量喂料、塑化均勻、低電耗
同類產品推薦:



產品詳細
- 小時產能40kg~100kg。
- 專用於
-
磁粉料回收造粒
- 原料為回收顆粒。
- 喂料方式:變頻計量喂料。
- 該料為高溫料,機械配置雙通道智能溫控,自動化程度高,操作簡易。生產凯发国际k8官网登录手机250℃。
- 支架式模麵熱切,輸送鏈風冷,生產過程流暢。
- 電功率25kw,(耗電係數為0.3~055)。整機重量約1噸。擺放形式為直線擺放。占地平麵通常為1m*7m。。
- 機器操作定員1人/班
- 整機出廠前,均按1:1生產狀態試機。客戶工廠需準備相應主電、冷卻循環水、壓縮空氣.
-

星洲塑機螺杆、機筒材質配置標準為:
標配螺杆、機筒材質:38CrMoAlA,經調製、滲氮、精磨、拋光。
脆性二級,滲氮深度0.5~0.7mm。工作麵硬度HV≥920~950(維氏硬度),表麵光潔度Ra≤0.4。
加工高腐蝕性原料:如EVA發泡料;
高磨損性原料:如填充母粒、幹薄膜料、打包帶;
高磨損、高腐蝕性原料:如加纖料;
遠程客戶:如出口、跨省客戶,為進一步提升機械耐用度,延長使用壽命;
螺杆采用熔射鎢鋼合金。脆性二級,熔射鎢鋼層3~5mm,HV≥1250(維氏硬度), 表麵光潔度Ra≤0.4。
機筒材質:38CrMoAlA,經調製、滲氮、精磨、拋光。脆性二級,滲氮深度0.5~0.7mm。
工作麵硬度HV≥920~950(維氏硬度),表麵光潔度Ra≤0.4。
加工腐蝕性、凯发国际k8官网登录手机敏感性原料:如PVC;螺杆、機筒材質:38CrMoAlA,經調製、
滲氮、精磨、拋光、鍍硬鉻,脆性二級,鉻層0.03mm,HV750(維氏硬度)。
加工高透明、高純度原料:螺杆采用304(1CR18NI9TI)不鏽鋼原料,
機筒材質:38CrMoAlA,經調製、滲氮、精磨、拋光。脆性二級,滲氮深度0.5~0.7mm。
工作麵硬度HV≥920~950(維氏硬度)。

星洲塑機減塑機標準配置為ZLYJ高精度硬齒麵帶推力包減速機。
滿足JB/T8853--2001≤圓柱齒輪減速機≥規定的各項技術規範。
齒輪和軸類零件采用高強度合金鋼材質。
齒輪經滲碳、淬火、磨齒工藝加工。齒輪精度為GB10095--88,6級。齒麵硬度為HRC~62。
空心輸出軸前端配置有大規格推力軸承,承受螺杆工作時的軸向推力。
整機具有體積小、承載能力高、傳動平穩、噪音低、效率高的特點。

減速機油窗。
潤滑油加注油位標準為:油窗中線。在任何情況下,油位不應低於油窗中位。
潤滑油牌號為:中負荷工業齒輪油L-CKC220或L-CKC320,或其他黏度相似的優質潤滑油。
首次使用300~600小時後,換油一次。以後每3000小時換油一次。
更換需在減速機停車,潤滑油尚未冷卻時排放。
箱體應用同品質的油衝洗幹淨。若因粘度高而不宜衝洗可先加熱或用低黏度的油。
減速機主軸承潤滑係統:
正常運行中,如出現油泵噪聲增高,一般情況是油路阻力過大。此情況可用清洗濾清器及其他相關部件。
無論那種規格的減速機,在長時間不用或氣溫過低時啟動使用,都應空車運轉一段時間,待各軸承處充分潤滑後再加載運行。

循環水銅管冷卻係統:
進出循環水冷卻係統,用常溫水做進出循環連接,對潤滑油進行冷卻降溫。
該處需設節流閥,並在使用注意控製水壓及流量。
以免造成銅管脫焊。在工作中發現油溫顯著升高,溫升超過70或油溫超過100時,油的質量下降,
以及產生不正常的噪聲等現象,請停止使用,檢查原因,如因齒麵膠合等原因所致,需修複排除故障,更換潤滑油後再用。

圓軸型吊掛,槽鋼密焊式機架。穩固、結實、耐用。

自由拆卸式電機架,方便安裝,搬運。強度高,美觀實用。
黃色皮帶防護罩,起到警示作用。全包帶散熱網設計,符合國家安全A類GB23821-2009,
表2、表7的規定。符合GB12265.3-1997中表1規定。

機械下料鬥、防護罩等外圍部件,全部采用不鏽鋼材料,並以不鏽鋼焊條焊接,美觀、安全,使用壽命更長。

細節的處理是品質更可靠的保證,鋁合金拉手,美觀、更適用。

模頭采用皇牌鋼材質,超音頻處理,工作麵全部進行平麵磨處理,配合間隙更小,封膠效果更好,更經久耐用。

模頭換篩位細節圖

不鏽鋼風環罩:
加工工程料、凯发国际k8官网登录手机敏感性塑料、低溫料時,采用風環罩配冷卻風機,
可實現凯发国际k8官网登录手机的雙向控製。控溫更精確,出料品質會更有保障。

加熱圈采用進口發熱絲,圓線耳連接,確保穩定可靠。

雙線4柱陶瓷加熱圈
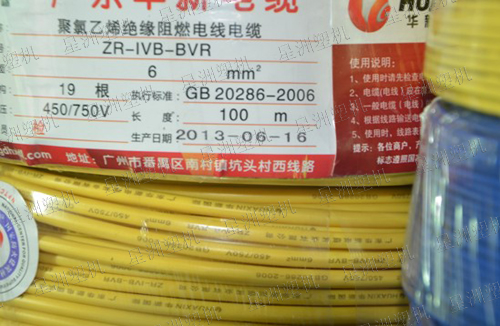
控製線及電纜線:
所有控製線及電纜線,采用GB20286-2006國標線。保障控製線路穩定,可靠。

足米、足平方的電線。

帶石棉保護層的高溫線

規範的內部線路布置。

線碼標識,膠套線耳、定位紮帶。

熱縮護套,足平方線耳,防護蓋。

統一獨立的零線設置

變頻器獨立配櫃安裝。

控製櫃排風扇。

采用12.9級高強度螺絲。

法蘭螺母,高強度彈墊。
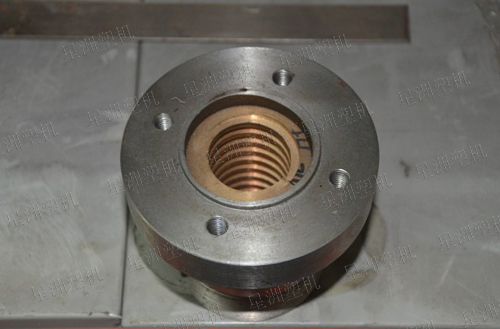
磷青銅螺母。








